We are one of the leading Non-Destructive Testing (NDT) companies. Our services are extremely thorough and we provide individual and detailed reports for each method of NDT testing in Manchester.
Our work typically addresses weld integrity for carbon steels, stainless steels, alloys, components, all structures and vessels. We work precisely to customer specifications and test raw materials as well as components – from large gas silos, bridges and staircases to small aerospace components, floor claddings, overlay build-up on corroded surfaces and hard facing build-up on digger buckets. Liquid dye penetrant testing, magnetic particle testing and many more NDT methods are available.
Non-destructive testing as the name suggests is any technique used to examine damage on welded appliances and structures without compromising their structural integrity. Quality, durability and cost-effectiveness are features of Non-destructive Testing methods.
There are several other terminologies used to describe the same procedures. Elsewhere, you may come across terms such as NDT inspection or NDT investigation which are the same as Non-destructive Testing.
NDT testing procedures are cost-effective as no damage results from the test and therefore quality is maintained and the durability of appliances heightened. Non-destructive investigations are widely used in aerospace, the medical field and art, to test and guarantee the functionality of carbon steel, stainless steel, alloys, apparatuses, all structures and containers.
At code a weld, we specialize in all forms of NDT procedures across the UK and our workers have gone through the best training for quality NDT inspections. As if that is not enough, we have a wide range of NDT examination techniques backed up by the latest Non-destructive Testing equipment for high tech services that include Eddy Current Testing appliances.
Our Non-Destructive Testing services can be carried out in-house as well as at customers’ sites, with our team of NDT technicians able to travel nationwide with all the equipment needed to carry out the required tests from liquid dye penetrant testing to magnetic particle inspections.
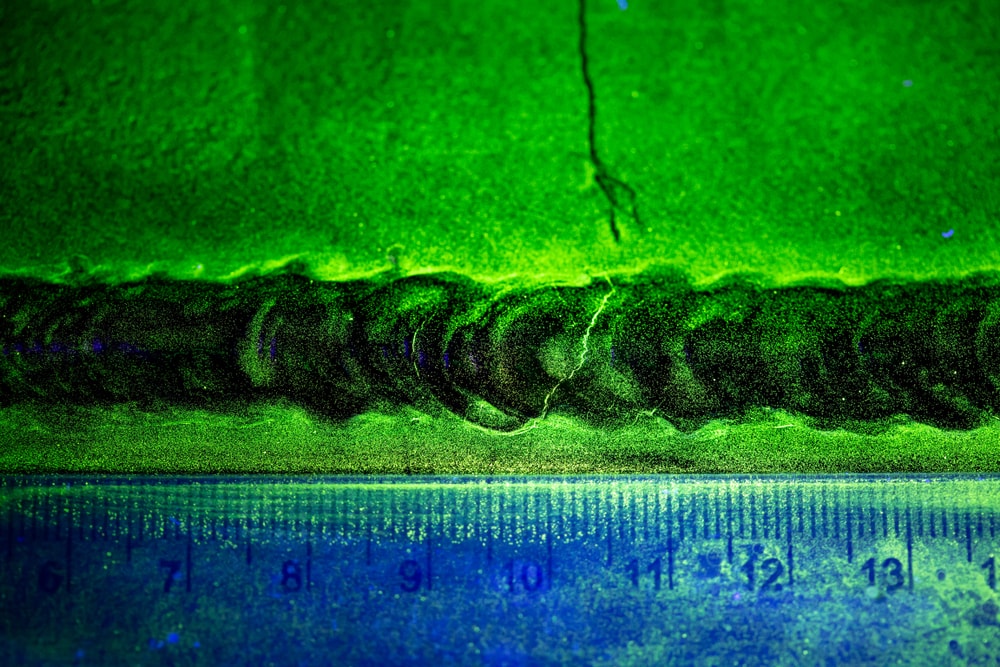
Visual inspection is a popular weld quality inspection method and is one of the most common Non-Destructive Testing (NDT) methods. It involves a visual testing of welds and is capable of detecting surface-breaking defects, as many welding flaws are on the surface and can easily be detected via this Welding Procedure and Welder Qualification Testing procedure.
Visual inspection equipment and consumables enable the test to be carried out correctly. These include a digital camera, measuring rules and tapes, torch, markers, weld profile and undercut gauges, mirrors, borescopes and photometer. Complex equipment like fibre optic connectors can be used for close visual inspections, where the device is used to access small holes or channels.
Visual inspection reveals flaws that may or may not be detrimental to the quality of the weld. However, an inspector’s aim should, at all times, be to find and report all significant flaws.
For effective visual inspection, an inspector needs perfect eye-sight along with specialist knowledge of the method, and as with any test method, visual inspection requires adequate training of personnel to ensure that it is performed by competent personnel who are familiar with the procedures and application standards.
Ultrasonic Testing (UT) or Ultrasonic Inspection (UI) is a popular method of Non Destructive Testing. This method is most commonly used for the following purposes:
The procedure for UT involves putting the object being inspected in contact with an ultrasonic transducer connected to a diagnostic machine. This causes beams of mechanical waves (vibrations) of short wave length and high frequency to be transmitted through the object. These waves are then measured and compared with existing standards to verify the object being inspected.
The pulse waves, when able to transmit through an object, can reveal the thickness of the object as well as any internal imperfections.
Ultrasonic Testing is not the quickest NDT method, because you are trying to inspect something that you cannot see internally, and with all the various calibration checks and all the various probes to be used, it takes a lot longer than MPI for instance.